Los cañones de los rifles de caza y deportivos son componentes de precisión. Por este motivo, en muchos tornos y fresadoras de las instalaciones de producción de cañones de Blaser Group GmbH se han instalado sondas de medición de Blum-Novotest. Estas desempeñan plenamente sus capacidades tanto en la producción de medidas precisas como en la automatización.
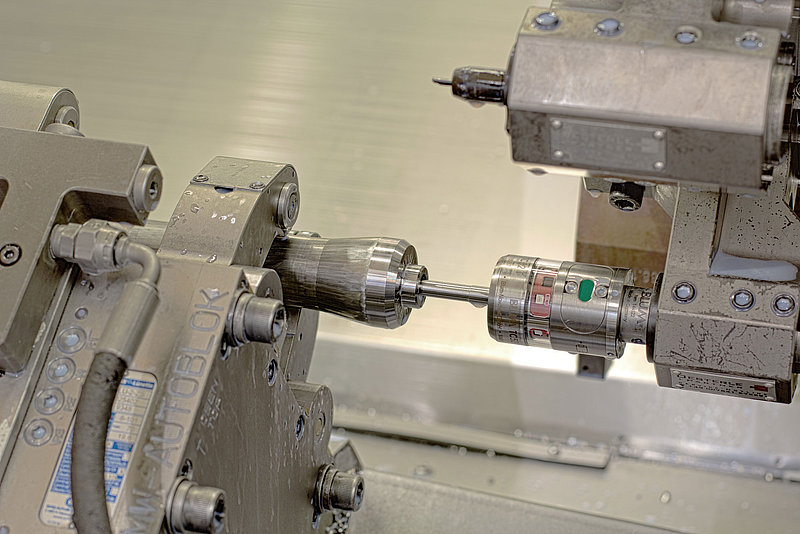
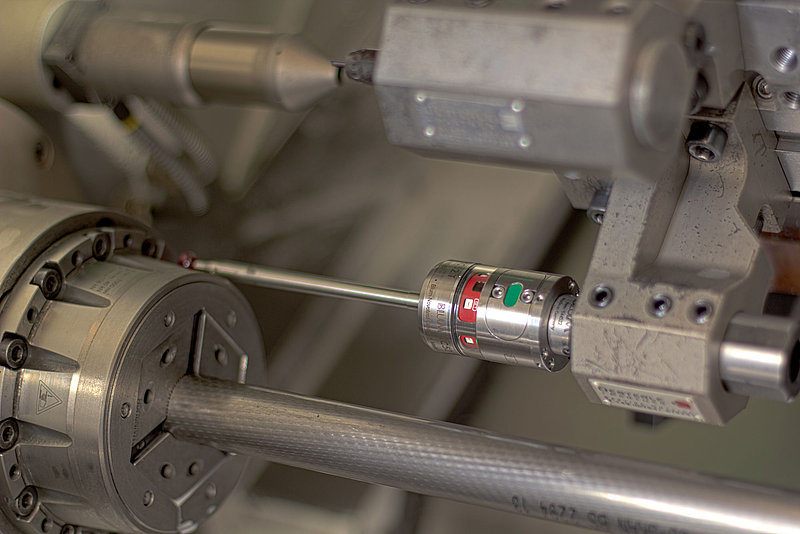
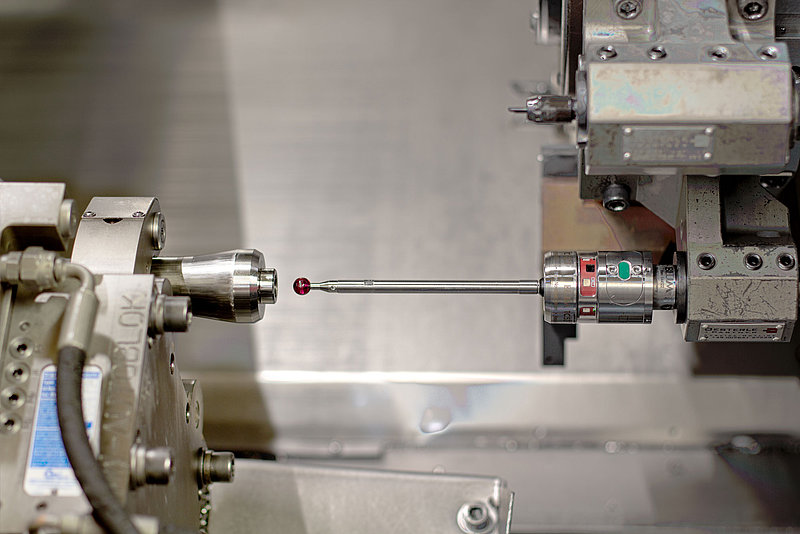
El Grupo Blaser lleva bastante tiempo utilizando sondas de medición, pero había que superar algunos obstáculos para conseguir un proceso impecable: Los tornos que miden las cámaras tienen insertos de medición muy largos en la sonda de medición con estiletes de medición intercambiables que dependen del calibre. La medición en el denominado hombro de la cámara del cañón se utiliza para determinar el punto cero en la dirección Z, de modo que puedan mecanizarse los extremos del cañón. Con las sondas de medición de un competidor, el peso del inserto de medición era problemático, lo que provocaba muchos falsos disparos que imposibilitaban una medición fiable. El proveedor intentó solucionar el problema, pero las soluciones no ofrecían suficiente fiabilidad en el proceso. Por eso había que utilizar calibradores especiales, lo que aumentaba el volumen de trabajo manual. Esto, a su vez, provocaba paradas innecesarias de la máquina, que duraban aún más si el operario estaba trabajando en otra máquina.
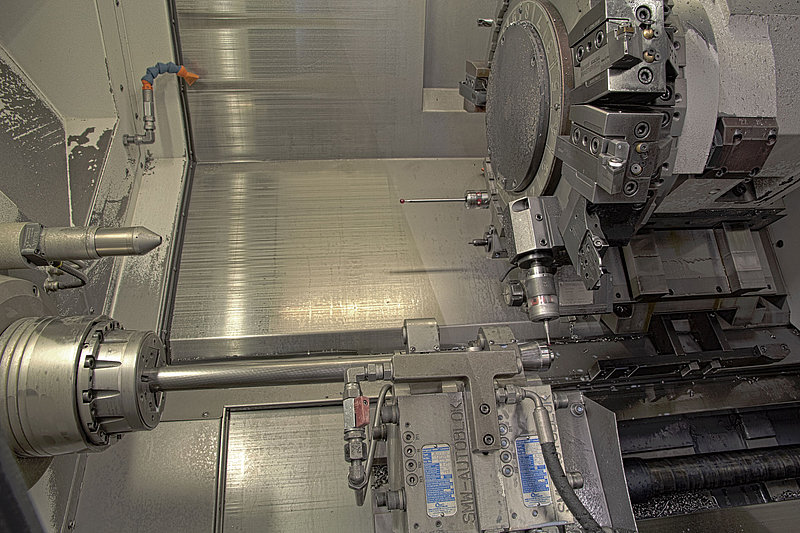
En 2018, BLUM propuso una solución interesante: La sonda de medición TC52 T. La versión T del TC52 se ha optimizado especialmente para su uso en tornos y su construcción es aún más robusta que la de su modelo hermano, que se desarrolló originalmente para su uso en centros de fresado. Los tornos funcionan con torretas de herramientas en lugar de almacenes de herramientas, por lo que todas las herramientas, así como la sonda de medición, están siempre en el espacio de trabajo y, por tanto, expuestas a las virutas, taladrina y a las vibraciones generadas por el mecanizado.
En la torreta hay una segunda sonda de medición de la misma serie con un inserto de medición corto para controlar si se ha sujetado la pieza en bruto que corresponde al programa de mecanizado. Estas piezas en bruto tienen el mismo diámetro pero difieren en longitud, dependiendo de la longitud que se supone que debe tener el cañón. Después de que una primera sonda demostrara que podía realizar las mediciones en la cámara con suficiente fiabilidad, todos los demás tornos han sido sustituidos por las sondas de BLUM. Gracias a un modo de compatibilidad especial, al principio sólo había que cambiar las sondas y enseñarlas en el receptor existente. Si un receptor se avería, se sustituye sucesivamente por el receptor IC56 de BLUM, que es muy compacto.
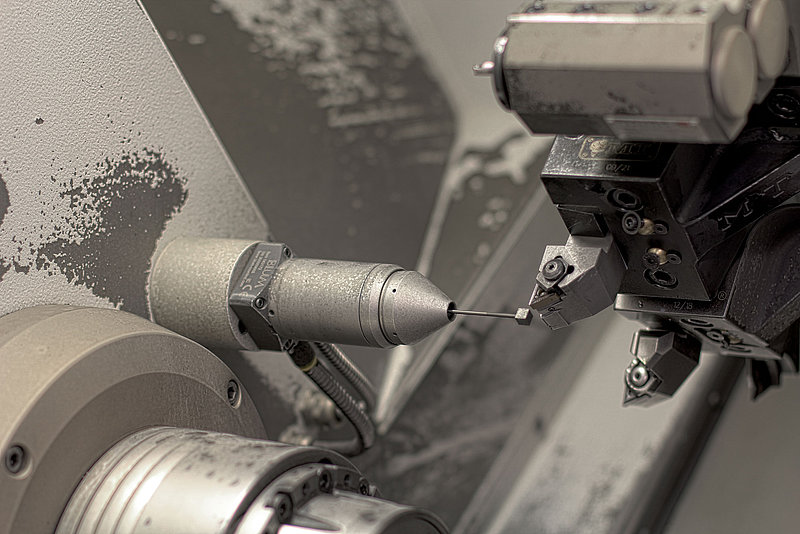
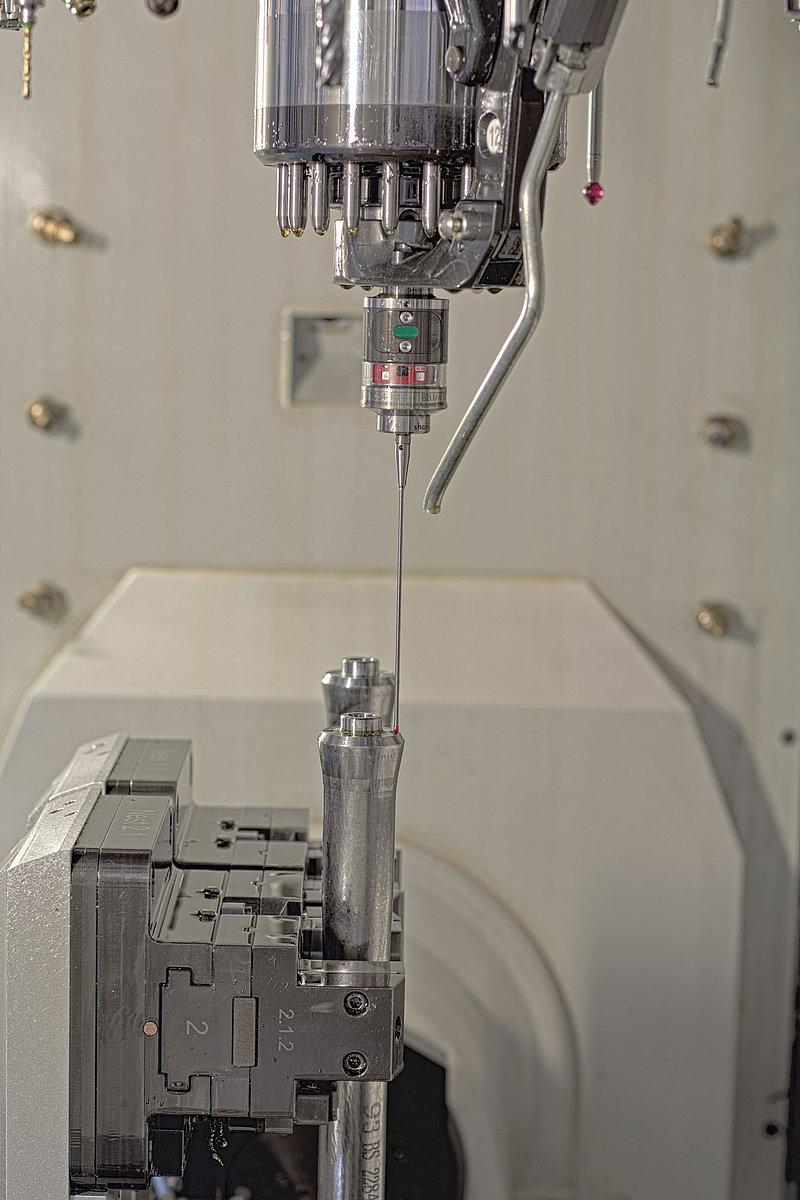
Además del husillo, en los centros de torneado se ha instalado otra sonda de medición de BLUM: Un manguito protector accionado neumáticamente sostiene una sonda de medición TC76 con un cubo en lugar de un estilete de rubí como punta de medición, que se utiliza para medir la longitud de las herramientas una vez insertadas en la máquina. También en este caso se utilizó en primer lugar una sonda de medición de otro fabricante. Estaba montada sobre un brazo giratorio para poder retirarla de la estrecha zona de trabajo cuando no se estaba utilizando. "Pero era bastante impreciso porque las articulaciones del brazo se desgastaban con el tiempo. El giro hacia dentro y hacia fuera también se hacía a mano, lo que iba en contra de nuestro objetivo de automatización", explica Florian Mayer." Hoy en día, la sonda permanece firmemente en su sitio y está protegida de las virutas gracias a la funda protectora desarrollada por BLUM. No puede ser más sencillo ni más preciso".
Cuando se miden herramientas con la sonda de medición TC76, la unidad de medición shark360 de BLUM es beneficiosa porque el engranaje frontal integrado absorbe las fuerzas de torsión creadas al palpar la herramienta, lo que significa que no influyen en el resultado de la medición.
Los cañones de los rifles de caza y deportivos son componentes de precisión. Para que las armas de caza ofrezcan el nivel de precisión y fiabilidad esperado, no sólo el propio cañón con sus campos y estrías, que fijan la bala en rotación y garantizan una trayectoria estable, sino también la recámara y otros elementos geométricos del cañón, deben fabricarse con sumo cuidado. Las mediciones deben automatizarse en la medida de lo posible; las operaciones manuales obstaculizan el proceso de mecanizado y reducen la productividad. Sin sondas, no hay automatización. En Isny también se mecanizan piezas brutas muy caras de hasta 800 milímetros de longitud que requieren un mecanizado de alta precisión en toda esa longitud. Blaser quiere reducir la chatarra al mínimo. "Hemos instalado robots en los primeros tornos para la carga y descarga. Sin embargo, todo el sistema de automatización requiere que las herramientas estén calibradas con precisión antes del mecanizado", subraya Martin Giray. "Estamos reconstruyendo nuestros procesos y aumentando el nivel de automatización allí donde tiene sentido, y sin las sondas de BLUM esto no sería posible. Y gracias a su fantástico servicio, los empleados de BLUM se aseguran de que siga siendo así".